您当前的位置:销千里买卖 » 重庆销千里买卖 »重庆产品 » 直缝管大口径薄壁流体管自有生产工厂
直缝管大口径薄壁流体管自有生产工厂
更新时间:2026-06-30 06:47:52 ip归属地:重庆,天气:阴转小雨,温度:21-27 浏览:13次
- 发布企业
- 钢兴钢管(重庆市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密钢管
- 所在地
- 风化店乡后枣园工业区
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 刘学成 请说明来自销千里买卖,优惠更多
详细介绍
以下是:重庆市直缝管大口径薄壁流体管自有生产工厂的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 范围 | 直缝管大口径薄壁流体管供应范围覆盖重庆市 万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县等区域。 |
【钢兴】业务覆盖多元场景,提供以下产品和服务:城口防腐钢管、江北 合金管等。直缝管大口径薄壁流体管自有生产工厂,钢兴钢管(重庆市分公司)为您提供直缝管大口径薄壁流体管自有生产工厂,联系人:刘学成,电话:【18762195566】、【18762195566】。 重庆市 重庆市,简称“渝”,别称山城、江城,是中华人民共和国直辖市、中心城市、超大城市,国务院批复的重要中心城市之一、长江上游地区经济中心,国际消费中心城市,成渝地区双城经济圈核心城市,重要先进制造业中心、西部金融中心、西部国际综合交通枢纽和国际门户枢纽。辖38个区县。总面积8.24万平方千米,2022年末常住人口3213.34万。
无需繁琐的文字描述,观看我们的视频,让直缝管大口径薄壁流体管自有生产工厂产品一览无余!
以下是:重庆直缝管大口径薄壁流体管自有生产工厂的图文介绍

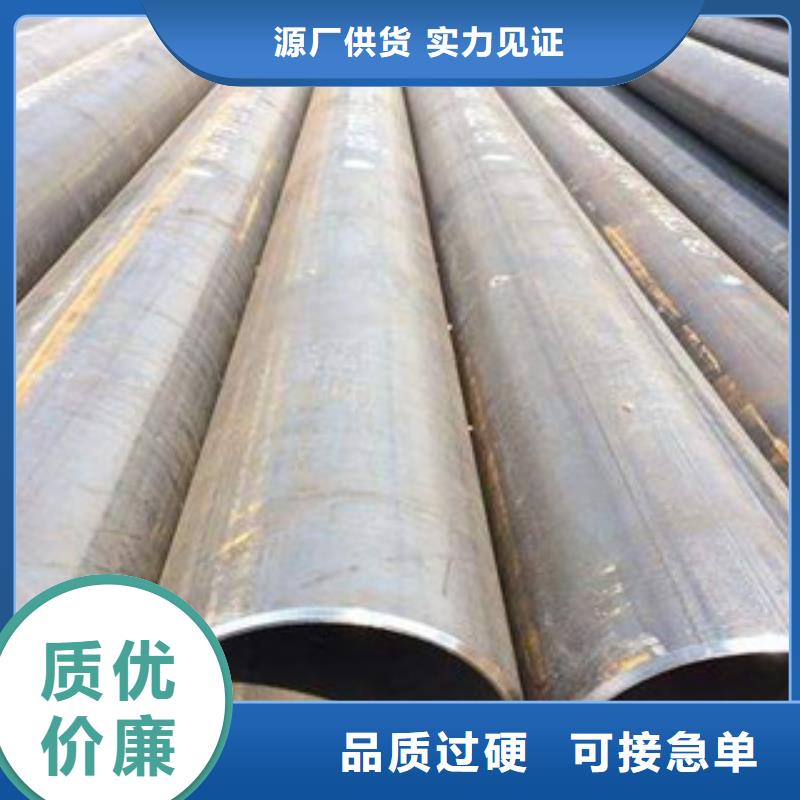
焊接工艺:
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。


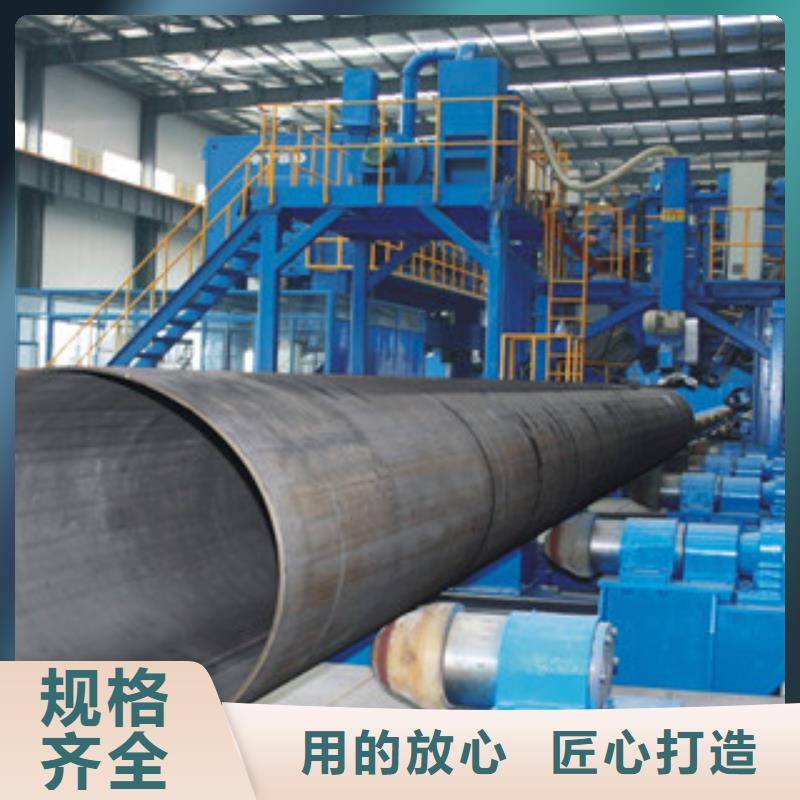
JCOE成型的优势
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。



钢兴钢管(重庆市分公司)相伴一生,值得托付,为客户提供好的 精密钢管产品好的服务,是企业不懈的追求。


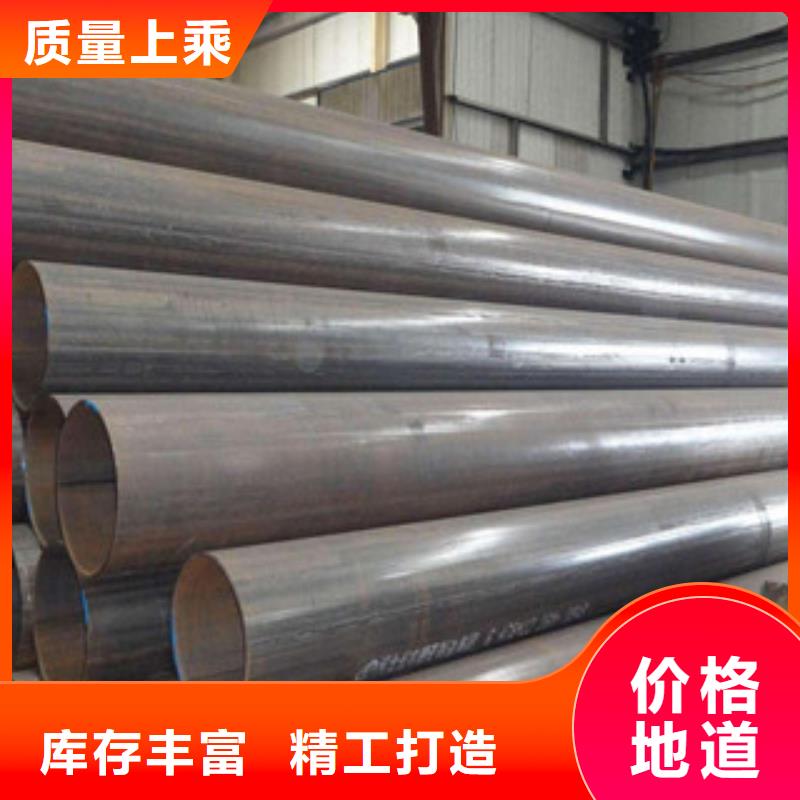
JCOE(压模成型)工艺:
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
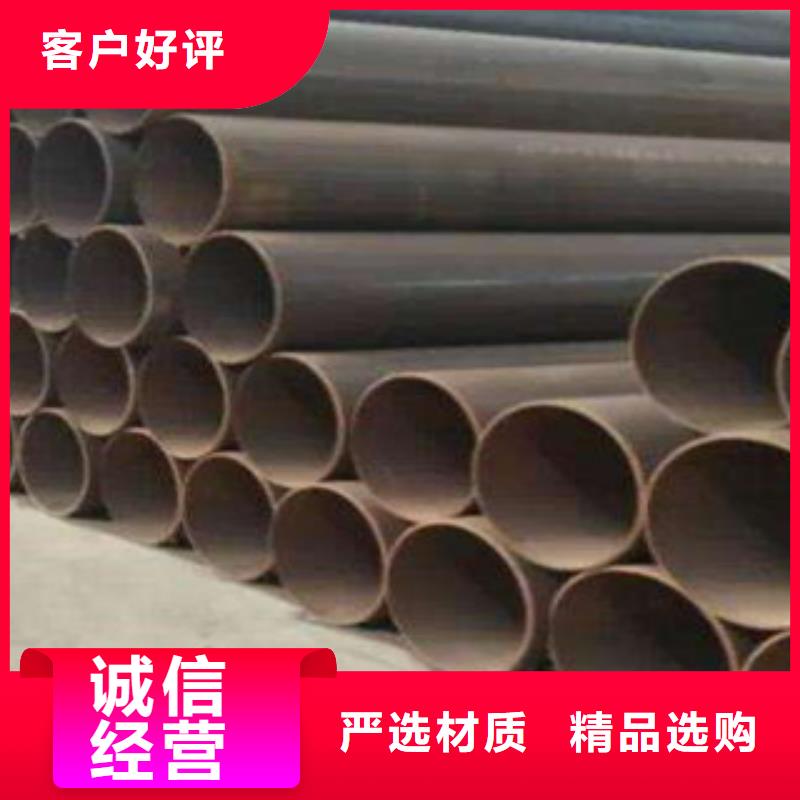
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。
制备后的钢板运往模压机,由操作机将钢板移至压型工位,由一个有弧形的模具压头经一系列步骤压成管体。
水压机由两台操作机进行操作,先压制一边形成半圆,即“J”形,再由第二台操作机将钢板换位,进行另一半边的压弯成型。压模的厚度影响开口管体的圆度,厚度 保持小。板边滚压与三辊工艺类似。
C压力成型工艺:
C压力成型工艺是法国逢塔木松(Pont-A-MoussonS.A)公司首先采用的,也是一种生产大直缝焊管的有效方法,尤其是易于生产厚壁钢管。
成型依赖于高的控制精度和大的压力。钢板经辊式弯边机预弯边以后,送往C压力成型机,同样有两台操作机工怅在 台C压力机上成型钢板的一半,接着在另一台压力机上成型另一半,也就是先压成“C形,再压成“O"形,使之形成一个开口的圆形管体。工具与压板均有液压垫并稳定压制小的弧度,同时在全长上保证整齐。



直缝管大口径薄壁流体管自有生产工厂_钢兴钢管(重庆市分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:刘学成,风化店乡后枣园工业区。
公司新闻
相关信息
- 防腐钢管 Q355D无缝钢管大库存无缺货危机
- 汕头市珠池街道烟道透气帽品质保证
- 镀锌方矩管厂家价格
- 铁路信号电缆PTY23
- 650型筋饼机价格优
- 4mm厚304不锈钢板生产、运输、安装
- 烹饪专业_烹饪基础班师资力量强
- 无缝钢管16Mn精密钢管厂家直销放心
- 精密管15crmog高压合金管口碑好实力强
- 不锈钢管,40Cr无缝钢管生产经验丰富
- 土工格栅_4米幅宽土工格栅生产加工
- 活性炭诚信经营质量保证
- 精密无缝钢管,20CR精密管库存量大
- 防护钡砂全国供应
- CNAS实验室认可CNAS认证产地工厂
- 赫章企业西服定制-批量西服定制用心做品质
- 鲁山衬衫定制门店服装定制现货采购
- 石阡宠物美容,宠物乳棒零食解决方案